Обозначение сварных швов на чертежах по ГОСТу
Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно.
Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно.
Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте.
Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи.
Виды сварочных швов
Прежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам.
В систему входят и интересующие нас стандарты:
- ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.
- ГОСТ 5264-80 . Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.
- ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.
Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение:

Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки:
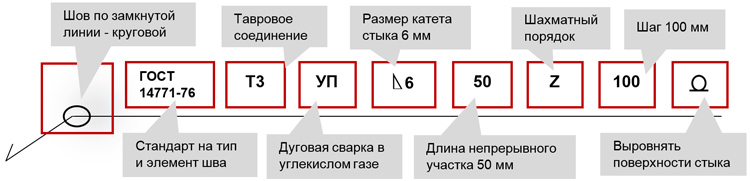
Настало время рассмотреть все составные элементы, разбитые по квадратам:
- номер стандарта, соответственно которому здесь приводятся условные обозначения;
- буквенное или номерное обозначение типа соединения со всеми конструктивными элементами;
- метод выполнения сварочных работ соответственно стандарту;
- тип конструктивного элемента и его размеры;
- длина непрерывного участка;
- символ, характеризующий тип соединения;
- описание соединения при помощи вспомогательных знаков.
Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак:
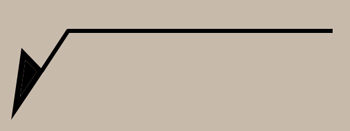
Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии.
Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон.
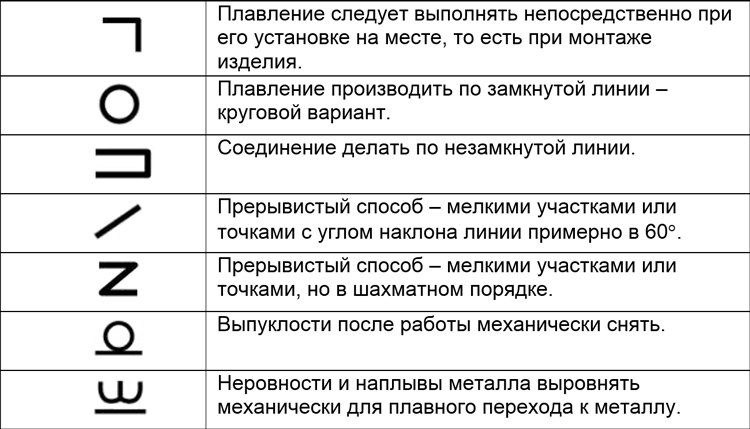
Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями:
Читайте также: Виды сварных соединений
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм.
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
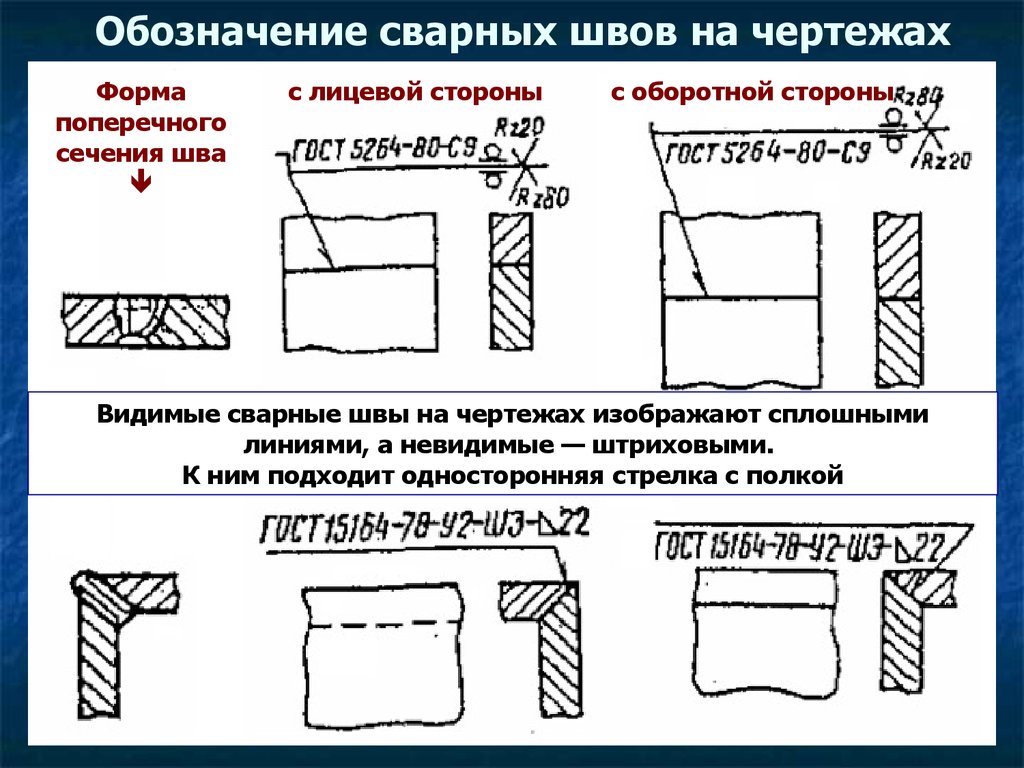
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафы обогрева выключателей производство сборка электрощитов ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафов обогрева выключателей
ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафы обогрева выключателейшов
ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафы обогрева выключателей предназначены для работы в электрических сетях переменного тока частотой 50, 60Гц с номинальным напряжением до 400В, при этом коммутационный ток составит от 100А до 400А в зависимости от исполнения. В ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафах обогрева выключателей установлена стандартная комплектация, но по желанию заказчика может быть внесены изменения. Например в шкафах обогрева выключателей шкафах обогрева выключателей
ШОВ-1 схема внешний вид
ШОВ-1 шкаф обогрева выключателей предназначен для осуществления процесса обогрева высоковольтных выключателей и электромагнитных приводов на подстанциях ОРУ 35-750кВ. При этом коммутируемая мощность нагревателей составит менее 10кВт на фазу. Это мощность максимальная возможная и необходимо учитывать это при подключение к высоковольтным выключателям.
Возможно изготовление ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафов обогрева выключателей в конструктиве нержавеющей стали со степенью защиты IP 54.
ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафы обогрева выключателей из нержавеющей стали устойчивы к коррозии в атмосфрных условиях имеют длительный срок службы и неизменно высокие характеристики в течении всего срока службы ( рекомендуется для экспллуатации в районах с морским климатом, климатическое исполнение М).
Также возможно изготовление ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафов обогрева выключателей в аллюминевом корпусе.
шов-2ШОВ-2 схема внешний вид
ШОВ-2 шкаф обогрева выключателей предназначен для осуществления процесса обогрева высоковольтных выключателей и электромагнитных приводов на подстанциях ОРУ 35-750кВ. При этом коммутируемая мощность нагревателей составит менее 10кВт на фазу. Это мощность максимальная возможная и необходимо учитывать это при подключение к высоковольтным выключателям
ШОВ-3 шкаф обогрева выключателей предназначен для осуществления процесса обогрева высоковольтных выключателей и электромагнитных приводов на подстанциях ОРУ 35-750кВ. При этом коммутируемая мощность нагревателей составит более 10кВт на фазу. Это мощность максимальная возможная и необходимо учитывать это при подключение к высоковольтным выключателям.
| Тип шкафа ШОВ | Номинальный коммутируемый ток шкафа ШОВ, А | Климатическое исполнения шкафов обогрева выключателей ШОВ | Габаритные размеры шкафа ШОВ , мм |
| ШОВ-1 | 250 | У1 или УХЛ1 | 1200В х 600Ш х 300Г |
| ШОВ-2 | 250 | У1 или УХЛ1 | 1200В х 600Ш х 300Г |
| ШОВ-3 | 400 | У1 или УХЛ1 | 1200В х 600Ш х 300Г |
| ШОВ-4 | 400 | У1 или УХЛ1 | 1200В х 600Ш х 300Г |
ШОВ-4 схема внешний вид
ШОВ-4 шкаф обогрева выключателей предназначен для осуществления процесса обогрева высоковольтных выключателей и электромагнитных приводов, а также для питания питания электромагнитов высоковольтных выключателей и разъединителей на подстанциях ОРУ 35-750кВ. При этом коммутируемая мощность нагревателей составит свыше 10кВт на фазу. Это мощность максимальная возможная и необходимо учитывать это при подключение к высоковольтным выключателям.
ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафы обогрева выключателей оформление заказа
При оформлении заказа необходимо указать:
— Полное наименование маркировки
— Способ установки: напольный или навесной
— Номинальные токи для автоматов
— Техническое задание, либо опросный лист
— Нетиповые схемы, комплектация нетиповыми аппаратами, нетиповые габариты, прочее
Изготовление и комплектация ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафов обогрева выключателей зависит от технических требований заказчика и выполняется согласно заявке. По отдельному заказу возможно изготовление индивидуальных нетиповых ящиков и шкафов.
Цена от 3000 RUB завистит от комплектации ШОВ-1 ШОВ-2 ШОВ-3 ШОВ-4 шкафы обогрева выключателей нет в наличии, под заказ
Шкафы обогрева выключателей серии ШОВ
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
ШОВ-1 – применяется для обогрева выключателей и их приводов с мощностью нагревателей до 10 кВт на фазу при одновременном выключении баков и приводов.
ШОВ-2 – применяется для обогрева выключателей и их приводов с мощностью нагревателей до 10 кВт на фазу при одновременном выключении баков и приводов.
ШОВ-4 – применяется для обогрева выключателей и их приводов с мощностью нагревателей свыше 10 кВт, а также для питания моторных приводов выключателей и разъединителей.
КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
Степень защиты: IР 54, IР 55
Климатическое исполнение: У1, УХЛ1
Габаритные и установочные размеры указаны на рис.1.
Рис.1 Габаритные и установочные размеры шкафов ШОВ
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Номинальное напряжение: 380 В, 50 Гц; 220 В
Номинальный ток шкафа: 250, 400 А
Номинальный ток линии обогрева – по заказу
Общий вид шкафа с аппаратурой показан на рис. 2-4.
Перечень аппаратуры, встраиваемой в шкаф, приведен в табл. 1-3.
Рис.2 ШОВ-1 Общий вид и перечень аппаратуры
Рис.3 ШОВ-2 Общий вид и перечень аппаратуры
Рис.4 ШОВ-4 Общий вид и перечень аппаратуры
Обозначение сварных швов | Сварка и сварщик
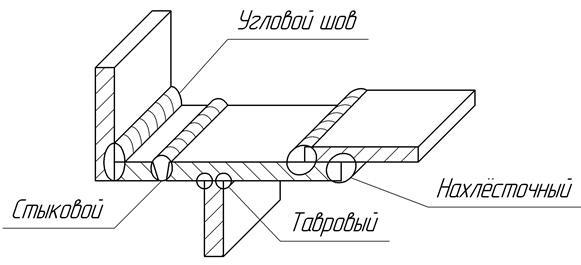
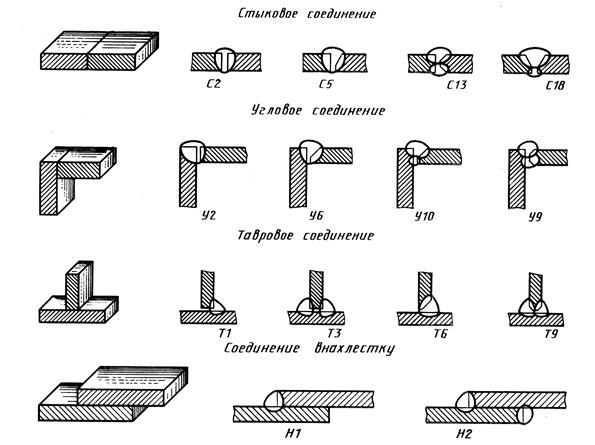
Сварные конструкции характеризуются широким диапазоном применяемых толщин, форм и размеров соединяемых элементов, а также многообразием взаимного расположения свариваемых деталей. В зависимости от взаимного расположения свариваемых деталей различают пять типов сварных соединений (согласно ГОСТ 5264-80 «Швы сварных соединений, ручная дуговая сварка» и ГОСТ 14771-76 «Швы сварных соединений, сварка в защитных газах»):
- стыковое – «С»
- торцевое – «С»
- нахлесточное – «Н»;
- тавровое – «Т»;
- угловое – «У».
В стыковом (С) сварном соединение поверхности свариваемых элементов располагаются в одной плоскости или на одной поверхности, а сварка выполняется по смежным торцам.
Стыковое соединение обеспечивает наиболее высокие механические свойства сварной конструкции, поэтому широко используется для ответственных конструкций. Однако, оно требует достаточно точной подготовки деталей и сборки.
Торцовое (С) соединение сваривается по торцам соединяемых деталей, боковые поверхности которых примыкают друг к другу.
Такие соединения используют, как правило, при сварке тонких деталей во избежание прожога.
В нахлесточном (Н) сварном соединении поверхности свариваемых элементов располагаются параллельно так, чтобы они были смещены и частично перекрывали друг друга.
Нахлесточные соединения менее чувствительны к погрешностям при сборке, но хуже чем стыковые работают при нагрузках, особенно знакопеременных.
Тавровое (Т) сварное соединение получается, когда торец одной детали под прямым или любым другим углом соединяется с поверхностью другой.
Тавровые соединения обеспечивают высокую жесткость конструкции, но чувствительны к изгибающим нагрузкам.
Угловым (У) называют соединение, в котором поверхности свариваемых деталей располагаются под прямым, тупым или острым углом и свариваются по торцам.
Все сварные соединения могут быть выполнены:
| односторонними (SS)*, когда источник нагрева перемещается с одной стороны соединения; | |
| двусторонними (BS)*, когда источник нагрева перемещается с двух сторон соединения. В таком сварном соединении корень стыкового шва находится внутри сечения. |
* — обозначения, принятые в международных стандартах.
При сварке плавлением для обеспечения необходимой глубины проплавления выполняют разделку кромок. Форма разделки кромок, а также размеры параметров разделки (угол раскрытия кромок, величина зазора, притупление и др.) зависит от материала, толщины, способа сварки. На рисунке ниже приведены примеры некоторых разделок кромок.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений»
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 — С40 |
| Тавровое | Т1 — Т9 | |
| Нахлесточное | Н1 — Н2 | |
| Угловое | У1 — У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 — С27 |
| Тавровое | Т1 — Т10 | |
| Нахлесточное | Н1 — Н4 | |
| Угловое | У1 — У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Примеры обозначения сварных швов.
Пример 1.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний выполняемый дуговой ручной сваркой (С13 по ГОСТ 5264 — 80) при монтаже изделия (). Усиление снято с обеих сторон (). Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны — Rz 80 мкм.
Пример 2.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов углового соединения без скоса кромок, двусторонний (У2 по ГОСТ 11533–75) выполняемый автоматической дуговой сваркой под флюсом (А по ГОСТ 11533–75) по замкнутой линии.
Пример 3.
| Форма поперечного сечения шва | а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке (C3 по ГОСТ 16310–80), выполняемый сваркой нагретым газом с присадкой (Г по ГОСТ 16310–80).
Пример 4.
Шов таврового соединения без скоса кромок, двусторон-ний прерывистый с шахматным расположением (Т3 по ГОСТ 14806-80) выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлическим электродом (РИНп по ГОСТ 14806-80). Катет шва 6 мм (Δ6 ), длина провариваемого участка 50 мм, шаг 100 мм (Z).
t ш — длинна провариваемого участка шва
t пр — длинна участка шага прерывистого шва
Пример 5.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80). Шов по незамкнутой линии (). Катет шва 5 мм (Δ5).
Пример 6.
Шов соединения внахлестку без скоса кромок, односторонний (Н1 по ГОСТ 14806-80), выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом (ПИП по ГОСТ 14806-80) . Шов по замкнутой линии (круговой шов ). Катет шва 5 мм (Δ5).
При наличии на чертеже нескольких одинаковых швов условное обозначение шва указывается только у одного из них, а применительно к остальным одинаковым швам указывается только их порядковые номера (на месте где должно быть расположено условное обозначение шва). При этом, на линии выноске, имеющей полку с нанесенным обозначением шва также, допускается указывать количество одинаковых швов (26, как показано на этом примере).
Швы считаются одинаковыми, если:
- одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
- к ним предъявляются одни и те же технические требования.
Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией выноской.
Обозначение чистоты механически обработанной поверхности шва (шероховатости) наносят после условного обозначения шва, или приводят в технических требованиях чертежа.
| а) стрелка указывает на лицевую сторону шва | б) стрелка указывает на обратную сторону шва |
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу.
В результате неравномерного нагрева сварного соединения при сварке возникает остаточная пластическая деформация укорочения, приводящая к образованию остаточных напряжений. Характер распределения этих напряжений зависит от многих факторов (геометрических размеров сварного соединения, режима сварки и др.). В зависимости от толщины свариваемых элементов в сварном соединении может иметь место плоское или объемное напряженное состояние.
При сварке небольших толщин, как правило, имеет место плоское напряженное состояние. Принято компоненты такого напряженного состояния называть продольными (действующими вдоль оси шва) и поперечными (действующими перпендикулярно оси шва).
Ниже рассмотрены эпюры распределения остаточных напряжений в типовых сварных соединениях. При сварке встык достаточно широких небольшой толщины пластин характер распределения остаточных напряжений представлен на рисунке справа. Как это видно, остаточные продольные напряжения распределены в поперечном сечении по ширине неравномерно. В сварном шве и прилегающей к нему зоне действуют напряжения растяжения, а в остальной части сечения действуют напряжения сжатия. Причем, как правило, максимальные напряжения в зоне сварного шва достигают значения, равного значению предела текучести (σт) металла. Таким образом, в продольном направлении в стыковом сварном соединении можно выделить две зоны: зона действия напряжений растяжения и зона действия напряжений сжатия.
Поперечные напряжения также распределены неравномерно. Срединная часть испытывает напряжения растяжения, а концевые участки — напряжения сжатия. Величина максимальных напряжений σу зависит от длины шва и, как правило, не превышает значения 0,3 σт. Поэтому их не всегда принимают во внимание.
При сварке встык пластин большой толщины имеет место объемное напряженное состояние.
Как показали исследования и опыт эксплуатации сварных конструкций при действии остаточного напряжения остаточные сварочные напряжения не оказывают влияния на прочность, если материал изделия достаточно пластичный, что является характерным для большинства металлов. При действии переменных нагрузок остаточные сварочные напряжения сжатия повышают усталостную прочность, а напряжения растяжения, складываясь с рабочими напряжениями в месте их концентрации, существенно снижают сопротивляемость усталостному разрушению.
Поскольку напряжения не являются физической величиной непосредственное их определение не возможно. Их можно определить через измерение какой-либо физической величины, которая связана с напряжением расчетной зависимостью. Такой величиной может быть упругое линейное изменение, т.е. деформация. Связь между напряжениями и упругими деформациями описывается законом Гука. Таким образом, под термином измерение напряжений следует понимать его определение путем измерения деформации (это так называемый механический метод. Существуют и другие методы, например, оптический, магнито-упругий, ультразвуковой и т.д.). Следовательно, все сводится к измерению упругой деформации в направлениях соответствующего вида напряженного состояния. Линейное — в одном направлении, плоское — в двух, объемное — в трех.
Мастер-класс смотреть онлайн: Седельный шов для прошива кожи.
Седельный шов является практически самым крепким швом, используемым для прошива кожи. Называется «седельный», потому что этим швом прошивают лошадиные седла и сбрую, для которых крепкий и надежный шов это часто жизненно важный вопрос.
Я взяла картинку из книги чтобы показать разницу между машинным швом и седельным.
При прошиве машинкой верхняя и нижняя нитка переплетаются внутри кожи и возвращаются каждая на свою сторону. Если нитка с одной стороны перетирается и рвется, то нитка с другой стороны остается без поддержки и, не закрепленная, она просто «выпадает» из кожи и вытягивает за собой кончики порванной нитки на несколько сантиметров, что ведет к распадению двух сшитых частей кожи.Образуется дырка в шве. (1)
При прошиве вручную седельным швом, нитки не переплетаются внутри кожи и не возвращаются каждая на свою сторону, а вместо этого, они пересекаются внутри кожи и переходят на противоположную сторону. Верхняя нить оказывается на нижней поверхности а нижняя — на верхней. При следующем стежке, нитки снова встречаются внутри слоев кожи и возвращаются на свои стороны. Если такая нить протрется и порвется то это не приведет к распадению шва потому что каждый стежок поддерживается двумя нитями. Например, если (как на рисунке (2) ) красная нить порвалась, то оба слоя кожи все равно остаются скреплены белой нитью. Строчка не распускается и нитка не вытягивается. Редко такое место разрыва даже заметно. (2)
![]()
Я покажу как сделать седельный шов на примере вставки молнии в кармашек сумки.
Есть два вида прошива — более легкий и более сложный, требующий небольшой практики. Я покажу более легкий, когда дырочки для стежков пробиваются предварительно. Во втором случае — дырочки только размечаются металлическим колесиком, а пробиваются уже шилом при каждом стежке. Нужно немного практики чтобы сделать такой шов довольно ровным и аккуратным.
Для пробива дырочек используем металлический пробойник:
![]()
Вкалываем пробойник в кусочек воска во время работы чтобы плавнее входил и выходил из кожи (вы видите кусочки воска на зубцах).
Пробиваем ряд дырочек там где планируем строчку:
![]()
Чтобы закрепить молнию и сделать ровную строчку, предварительно приклейте ее к краям кожи клеем. Можно использовать двусторонний скотч но тогда он будет цепляться за иглу во время прошива.
Вот так выглядят готовые дырочки для стежков:
![]()
Теперь нам нужны иглы для шитья. Они должны быть с затупленным кончиком чтобы свободно входить в дырочки и нигде не цепляться. Нам нужно будет 2 таких иглы
![]()
Нитки должны быть крепкими и вощеными. Обычные номер #10 например не пойдут потому что они порвутся очень быстро. Для крепкого шва нужны крепкие нитки и тогда шов прослужит вам всю вашу жизнь без преувеличения. Используйте льняные вощеные нити. Спросите в сапожной мастерской где можно купить хорошие нитки.
Вдеваем кончик нити в ушко иглы. Потом вкалываем иглу в нитку на расстоянии 5-6см от ее конца.
![]()
Протягиваем иглу в проколотую петельку в нитке
![]()
Вытягиваем полностью придерживая нитку за короткий кончик, а потом затягиваем крепко придерживая нить за длинный конец.
![]()
Проделываем то же самое со второй иглой на втором конце нити. Получаем длинную нить с иглами на обоих концах.
![]()
Длина нити должна быть в 2,5 — 3 раза длиннее длины прошиваемого участка (чем толще кожа, тем длиннее нить)
Начинаем шить.
Продеваем иголку в первую дырочку. Выравниваем нить чтобы длина была одинаковая с двух сторон (держим иголки вместе и тянем пока середина нитки не окажется на уровне первой дырочки).
Затем продеваем левую иглу (та что в левой руке) во вторую дырочку
![]()
Потом продеваем правую иглу (ту что в правой руке) в эту же вторую дырочку. Стараемся не проткнуть нитку.
![]()
Крепко затягиваем нить — тянем за оба конца одновременно пока не затянется туго.
Дальше продеваем левую иглу (ту что была когда то в правой руке но сейчас находится слева) в третью дырочку.
![]()
Вытягиваем ее и потом продеваем правую иглу в эту же третью дырочку и вытягиваем ее на обратной стороне — слева.
![]()
Затягиваем туго — тянем за оба конца.
Продолжаем так шить до конца шва. Все время туго затягиваем. Очень скоро у вас начнут болеть пальцы и нить начнет прорезать кожу. Со временем кожа огрубеет на этих местах и вы перестанете это замечать. А пока что — оберните мизинец пластырем на том месте где нить режет вашу кожу. 
Когда вытягиваем иглу с правой стороны — держим ее вот таким образом:
![]()
Лучше сразу учиться шить правильно чтобы руки привыкали. Игла с левой стороны проходит через дырку и ложиться НА иглу в правой руке крестиком. Держим этот крестик указательным и большим пальцем правой руки и вытягиваем левую иглу.
В другом МК я покажу как работать с шилом и этот момент мы упомянем более подробно.
Сразу привыкайте работать правильно!
Шьем до конца строчки. Поначалу будет неловко и неудобно, но очень быстро пальцы привыкнут и стежки будут ровнее.
На ткани такой шов делать сложно потому что иглы должны вводиться в одну и ту же дырочку для каждого стежка а на ткани такую дырочку обнаружить сложно — волокна ткани сдвигаются и закрывают дырку.
Вот наша строчка с правой стороны (я поместила на правую сторону лицевую часть работы)
![]()
А вот с левой стороны (у меня на левой стороне — изнанка кармашка).
![]()
Я сделала стежки густыми потому что это для молнии.
Теперь закрепляем строчку..
Когда прошили через последнюю дырочку, вводим левую иглу снова в ПРЕДПОСЛЕДНЮЮ дырочку.
![]()
Вытягиваем нитку и теперь вводим правую иглу в эту же дырочку. Вытягиваем ее с обратной стороны. Туго затягиваем обя конца.
![]()
Снова вводим левую иглу в следующую дырочку (мы теперь движемся в обратном раправлении строчки)
![]()
И снова продеваем в эту же дырочку правую иглу и выводим ее с обратной стороны
![]()
Прошиваем таким образом три-четыре стежка в обратном направлении нашей строчки и потом выводим обе иглы на изнаночную сторону (в данном случае — на левую сторону).
![]()
Никаких узлов не вяжем, только туго затягиваем нитки и обрезаем их ножницами.
![]()
Вот что получается с изнанки
![]()
А вот что получается с лицевой стороны
![]()
После окончания шов нужно простучать резиновым или кожанным молоточком чтобы «стежки легли в луночку». Теперь это шов будет служить вам долгие и долгие годы.
Вот строчка где стежки подлиннее
![]()
Это строчка по бокам и нижнему краю кармашка — там густые стежки не обязательны.
А вот наша молния уже закончена, прошита вручную седельным швом и готова служить вечно!
![]()
Все вопросы приветствуются!
Спасибо за внимание и надеюсь что этот мини-урок очень пригодится.
| На главную | База 1 | База 2 | База 3 |
| Поиск по реквизитамПоиск по номеру документаПоиск по названию документаПоиск по тексту документа |
| Искать все виды документовДокументы неопределённого видаISOАвиационные правилаАльбомАпелляционное определениеАТКАТК-РЭАТПЭАТРВИВМРВМУВНВНиРВНКРВНМДВНПВНПБВНТМ/МЧМ СССРВНТПВНТП/МПСВНЭВОМВПНРМВППБВРДВРДСВременное положениеВременное руководствоВременные методические рекомендацииВременные нормативыВременные рекомендацииВременные указанияВременный порядокВрТЕРВрТЕРрВрТЭСНВрТЭСНрВСНВСН АСВСН ВКВСН-АПКВСПВСТПВТУВТУ МММПВТУ НКММПВУП СНЭВУППВУТПВыпускГКИНПГКИНП (ОНТА)ГНГОСТГОСТ CEN/TRГОСТ CISPRГОСТ ENГОСТ EN ISOГОСТ EN/TSГОСТ IECГОСТ IEC/PASГОСТ IEC/TRГОСТ IEC/TSГОСТ ISOГОСТ ISO GuideГОСТ ISO/DISГОСТ ISO/HL7ГОСТ ISO/IECГОСТ ISO/IEC GuideГОСТ ISO/TRГОСТ ISO/TSГОСТ OIML RГОСТ ЕНГОСТ ИСОГОСТ ИСО/МЭКГОСТ ИСО/ТОГОСТ ИСО/ТСГОСТ МЭКГОСТ РГОСТ Р ЕНГОСТ Р ЕН ИСОГОСТ Р ИСОГОСТ Р ИСО/HL7ГОСТ Р ИСО/АСТМГОСТ Р ИСО/МЭКГОСТ Р ИСО/МЭК МФСГОСТ Р ИСО/МЭК ТОГОСТ Р ИСО/ТОГОСТ Р ИСО/ТСГОСТ Р ИСО/ТУГОСТ Р МЭКГОСТ Р МЭК/ТОГОСТ Р МЭК/ТСГОСТ ЭД1ГСНГСНрГСССДГЭСНГЭСНмГЭСНмрГЭСНмтГЭСНпГЭСНПиТЕРГЭСНПиТЕРрГЭСНрГЭСНсДИДиОРДирективное письмоДоговорДополнение к ВСНДополнение к РНиПДСЕКЕНВиРЕНВиР-ПЕНиРЕСДЗемЕТКСЖНМЗаключениеЗаконЗаконопроектЗональный типовой проектИИБТВИДИКИМИНИнструктивное письмоИнструкцияИнструкция НСАМИнформационно-методическое письмоИнформационно-технический сборникИнформационное письмоИнформацияИОТИРИСОИСО/TRИТНИТОсИТПИТСИЭСНИЭСНиЕР Республика КарелияККарта трудового процессаКарта-нарядКаталогКаталог-справочникККТКОКодексКОТКПОКСИКТКТПММ-МВИМВИМВНМВРМГСНМДМДКМДСМеждународные стандартыМетодикаМетодика НСАММетодические рекомендацииМетодические рекомендации к СПМетодические указанияМетодический документМетодическое пособиеМетодическое руководствоМИМИ БГЕИМИ УЯВИМИГКМММНМОДНМонтажные чертежиМос МУМосМРМосСанПинМППБМРМРДСМРОМРРМРТУМСанПиНМСНМСПМТМУМУ ОТ РММУКМЭКННАС ГАНБ ЖТНВННГЭАНДНДПНиТУНКНормыНормы времениНПНПБНПРМНРНРБНСПНТПНТП АПКНТП ЭППНТПДНТПСНТСНЦКРНЦСОДМОДНОЕРЖОЕРЖкрОЕРЖмОЕРЖмрОЕРЖпОЕРЖрОКОМТРМОНОНДОНКОНТПОПВОПКП АЭСОПНРМСОРДОСГиСППиНОСНОСН-АПКОСПОССПЖОССЦЖОСТОСТ 1ОСТ 2ОСТ 34ОСТ 4ОСТ 5ОСТ ВКСОСТ КЗ СНКОСТ НКЗагОСТ НКЛесОСТ НКМОСТ НКММПОСТ НКППОСТ НКПП и НКВТОСТ НКСМОСТ НКТПОСТ5ОСТНОСЭМЖОТРОТТПП ССФЖТПБПБПРВПБЭ НППБЯПВ НППВКМПВСРПГВУПереченьПиН АЭПисьмоПМГПНАЭПНД ФПНД Ф СБПНД Ф ТПНСТПОПоложениеПорядокПособиеПособие в развитие СНиППособие к ВНТППособие к ВСНПособие к МГСНПособие к МРПособие к РДПособие к РТМПособие к СНПособие к СНиППособие к СППособие к СТОПособие по применению СППостановлениеПОТ РПОЭСНрППБППБ-АСППБ-СППБВППБОППРПРПР РСКПР СМНПравилаПрактическое пособие к СППРБ АСПрейскурантПриказПротоколПСРр Калининградской областиПТБПТЭПУГПУЭПЦСНПЭУРР ГазпромР НОПРИЗР НОСТРОЙР НОСТРОЙ/НОПР РСКР СМНР-НП СРО ССКРазъяснениеРаспоряжениеРАФРБРГРДРД БГЕИРД БТРД ГМРД НИИКраностроенияРД РОСЭКРД РСКРД РТМРД СМАРД СМНРД ЭОРД-АПКРДИРДМРДМУРДПРДСРДТПРегламентРекомендацииРекомендацияРешениеРешение коллегииРКРМРМГРМДРМКРНДРНиПРПРРТОП ТЭРС ГАРСНРСТ РСФСРРСТ РСФСР ЭД1РТРТМРТПРУРуководствоРУЭСТОП ГАРЭГА РФРЭСНрСАСанитарные нормыСанитарные правилаСанПиНСборникСборник НТД к СНиПСборники ПВРСборники РСН МОСборники РСН ПНРСборники РСН ССРСборники ценСБЦПСДАСДАЭСДОССерияСЗКСНСН-РФСНиПСНиРСНККСНОРСНПСОСоглашениеСПСП АССП АЭССправочникСправочное пособие к ВСНСправочное пособие к СНиПСправочное пособие к СПСправочное пособие к ТЕРСправочное пособие к ТЕРрСРПССНССЦСТ ССФЖТСТ СЭВСТ ЦКБАСТ-НП СРОСТАСТКСТМСТНСТН ЦЭСТОСТО 030 НОСТРОЙСТО АСЧМСТО БДПСТО ВНИИСТСТО ГазпромСТО Газпром РДСТО ГГИСТО ГУ ГГИСТО ДД ХМАОСТО ДОКТОР БЕТОНСТО МАДИСТО МВИСТО МИСТО НААГСТО НАКССТО НКССТО НОПСТО НОСТРОЙСТО НОСТРОЙ/НОПСТО РЖДСТО РосГеоСТО РОСТЕХЭКСПЕРТИЗАСТО САСТО СМКСТО ФЦССТО ЦКТИСТО-ГК «Трансстрой»СТО-НСОПБСТПСТП ВНИИГСТП НИИЭССтП РМПСУПСССУРСУСНСЦНПРТВТЕТелеграммаТелетайпограммаТематическая подборкаТЕРТЕР Алтайский крайТЕР Белгородская областьТЕР Калининградской областиТЕР Карачаево-Черкесская РеспубликаТЕР Краснодарского краяТЕР Мурманская областьТЕР Новосибирской областиТЕР Орловской областиТЕР Республика ДагестанТЕР Республика КарелияТЕР Ростовской областиТЕР Самарской областиТЕР Смоленской обл.ТЕР Ямало-Ненецкий автономный округТЕР Ярославской областиТЕРмТЕРм Алтайский крайТЕРм Белгородская областьТЕРм Воронежской областиТЕРм Калининградской областиТЕРм Карачаево-Черкесская РеспубликаТЕРм Мурманская областьТЕРм Республика ДагестанТЕРм Республика КарелияТЕРм Ямало-Ненецкий автономный округТЕРмрТЕРмр Алтайский крайТЕРмр Белгородская областьТЕРмр Карачаево-Черкесская РеспубликаТЕРмр Краснодарского краяТЕРмр Республика ДагестанТЕРмр Республика КарелияТЕРмр Ямало-Ненецкий автономный округТЕРпТЕРп Алтайский крайТЕРп Белгородская областьТЕРп Калининградской областиТЕРп Карачаево-Черкесская РеспубликаТЕРп Краснодарского краяТЕРп Республика КарелияТЕРп Ямало-Ненецкий автономный округТЕРп Ярославской областиТЕРрТЕРр Алтайский крайТЕРр Белгородская областьТЕРр Калининградской областиТЕРр Карачаево-Черкесская РеспубликаТЕРр Краснодарского краяТЕРр Новосибирской областиТЕРр Омской областиТЕРр Орловской областиТЕРр Республика ДагестанТЕРр Республика КарелияТЕРр Ростовской областиТЕРр Рязанской областиТЕРр Самарской областиТЕРр Смоленской областиТЕРр Удмуртской РеспубликиТЕРр Ульяновской областиТЕРр Ямало-Ненецкий автономный округТЕРррТЕРрр Ямало-Ненецкий автономный округТЕРс Ямало-Ненецкий автономный округТЕРтр Ямало-Ненецкий автономный округТехнический каталогТехнический регламентТехнический регламент Таможенного союзаТехнический циркулярТехнологическая инструкцияТехнологическая картаТехнологические картыТехнологический регламентТИТИ РТИ РОТиповая инструкцияТиповая технологическая инструкцияТиповое положениеТиповой проектТиповые конструкцииТиповые материалы для проектированияТиповые проектные решенияТКТКБЯТМД Санкт-ПетербургТНПБТОИТОИ-РДТПТПРТРТР АВОКТР ЕАЭСТР ТСТРДТСНТСН МУТСН ПМСТСН РКТСН ЭКТСН ЭОТСНэ и ТЕРэТССЦТССЦ Алтайский крайТССЦ Белгородская областьТССЦ Воронежской областиТССЦ Карачаево-Черкесская РеспубликаТССЦ Ямало-Ненецкий автономный округТССЦпгТССЦпг Белгородская областьТСЦТСЦ Белгородская областьТСЦ Краснодарского краяТСЦ Орловской областиТСЦ Республика ДагестанТСЦ Республика КарелияТСЦ Ростовской областиТСЦ Ульяновской областиТСЦмТСЦО Ямало-Ненецкий автономный округТСЦп Калининградской областиТСЦПГ Ямало-Ненецкий автономный округТСЦэ Калининградской областиТСЭМТСЭМ Алтайский крайТСЭМ Белгородская областьТСЭМ Карачаево-Черкесская РеспубликаТСЭМ Ямало-Ненецкий автономный округТТТТКТТПТУТУ-газТУКТЭСНиЕР Воронежской областиТЭСНиЕРм Воронежской областиТЭСНиЕРрТЭСНиТЕРэУУ-СТУказУказаниеУказанияУКНУНУОУРврУРкрУРррУРСНУСНУТП БГЕИФАПФедеральный законФедеральный стандарт оценкиФЕРФЕРмФЕРмрФЕРпФЕРрФормаФорма ИГАСНФРФСНФССЦФССЦпгФСЭМФТС ЖТЦВЦенникЦИРВЦиркулярЦПИШифрЭксплуатационный циркулярЭРД |
| Показать все найденныеПоказать действующиеПоказать частично действующиеПоказать не действующиеПоказать проектыПоказать документы с неизвестным статусом |
| Упорядочить по номеру документаУпорядочить по дате введения |
Новости — Все новости
Вышло обновление сообщества Last Stand!Посетите https://www.l4d.com/laststand/, чтобы получить все подробности.
Сводка из более чем 1000 изменений во всей игре:
— Исправлен эксплойт, из-за которого сервер мог задерживаться или вылетать из строя из-за появления бесконечного количества пистолетов.
— Команды ограничения скорости для предотвращения клиентских DOS-атак на серверы.
— Исправлена возможность обхода фильтра повреждений на подвижной двери АЗС при бездействии.
— Исправлено предотвращение повреждения зарядного устройства путем включения / выключения холостого хода при ударах по телу.
— Исправлено очищение эффекта экранного пространства бумеров при перерыве.
— Исправить уязвимость, при которой выживший стрелял из гранатомета, а затем переключался на наблюдателя, чтобы пропустить проверку дружественным огнем.
— Записывать команду вызывающего голосование во время объявления голосования, поэтому, если вызывающий отключит других игроков все еще могут сравнивать их голоса с командой вызывающего абонента. Исправляет командное голосование, блокирующее новых избирателей, если звонящий отключается.
— Создайте команду загрузки карты на сервере вместо прямого выполнения команды, полученной как часть пакета резервирования сервера.Исправлен возможный эксплойт для захвата сервера.
— Исправлены призраки SI, воспроизводящие звуки приземления в прыжке.
— Запретить игрокам присоединиться к команде выживших в качестве персонажа, уже занятого игроком-человеком.
— Помечено «voice_all_icons» (используется для тестирования) как чит-команда. Очищайте состояние голоса при изменении значения, чтобы голосовые пузыри не оставались видимыми при переключении между играми с активированным / отключенным читом.
— Помечены cvars cl_survivor_light_ * как читы.
— Сделаны реплицируемые перестановки Survivor_teammatefocus_ *, поэтому их все еще можно использовать как законный способ игры, но они вынуждены быть согласованными для всех клиентов.
— Удалено трехсекундное окно, в котором зараженный игрок мог вызвать более быстрый переход из состояния наблюдателя в состояние призрака, нажав клавишу.
— Не спамить клиентские команды открытия / закрытия двери, пока дверь находится в процессе открытия или закрытия.
— Фиксированные области возрождения навсегда исключаются из набора возрождения, когда выживший умирает, бездействует или меняет персонажа.
— Исправлена ошибка, из-за которой мобы не могли появиться, если выжившие стоят в определенных областях во время финала.
— Всегда восстанавливать скорость разложения болеутоляющих по умолчанию при сбросе директора.
— Исправлены жесты выжившего L4D1, которые не воспроизводились на выделенных серверах.
— Разрешить СИ уничтожать хрупкие предметы в финальных областях в режимах выживания и сбора мусора после начала раунда.
— Исправлена ошибка, из-за которой ломаемые элементы иногда не могли разблокировать навигацию при поломке.
— Не спотыкайтесь о зарядное устройство, если атака заряда начинается уже при контакте с жертвой.
— Исправлена ошибка, из-за которой выжившие из L4D1 не выбирали свое каноническое предпочтительное оружие при уборке мусора.
— Позволяет выжившим подбирать боеприпасы во время боя с танком или в ближнем бою, если они заполнены менее чем на 40%.
— Боты будут использовать таблетки, только если здоровье — Боты считают, что здоровье критично при — Исправлено несколько случаев, когда спецназовцы могут ждать в позиции засады, когда игровой режим говорит, что они должны атаковать выживших
— Если путь преследования попытка вести за собой цель терпит неудачу, вернитесь на не ведущий путь. Ведущие пути, ведущие от обрыва, не всегда обрабатываются должным образом и могут привести к тому, что цель будет считаться недостижимой.
— Изменена логика добавления в поток мест появления танков и ведьм.Раньше они часто сталкивались, и ведьму убивали; теперь они всегда должны находить комбинацию мест появления, которая соответствует ограничениям карты.
— Исправлено «значение дуги» директора, которое не всегда правильно обрабатывало кампании короче пяти карт.
— Разрешить также зарабатывать соревновательные достижения (против, сбор мусора) в Versus Survival.
— Выжившие, находящиеся в инкапах, считаются сбежавшими, если они находятся в спасательной машине.
— Включено оружие CS для всех игроков
— Модели просмотра используют значение скина мировой модели подбора, так же, как канистры с бензином.
— Когда оружие находится в кобуре, перенесите текущий скин в модель аддона.
— Очистите слой огня модели просмотра при выполнении рукопашной атаки, чтобы исправить застрявшую ошибку руки помощи.
— Исправлен толчок в ближнем бою mp5, отменяющий анимацию перезарядки.
— По умолчанию включены бумеры, за исключением режима низкого насилия.
— Восстановлены скины ожогов для инфицированных
— Исправлены убийства ведьм, записываемые в статистике как обычные убийства зомби.
— Увеличено «ammo_shotgun_max» с 56 до 72
— Удалена опция «Одиночная игра» из карусели главного меню.
— Включена опция «Приватная игра» в разрешениях лобби.
— Добавлен голосование-реванш в конце матчей против выживания.
— Исправлен голосовой чат, не работающий в лобби.
— Без перезарядки голосования в однопользовательских режимах
— Разрешить голосование «Изменить все разговоры» в режиме против выживания.
— cl_downloadfilter по умолчанию «none»
— Исправлена ошибка, из-за которой общий панелист не рисовал панели, когда они выходили за пределы верхней и нижней части кадра.
— Подавление предупреждений о том, что func_orator не имеет модели.
И БОЛЬШЕ
— Сотни исправлений и настроек для анимации, моделей, диалогов, макетов карт и эксплойтов.
Steam Input
— добавлено действие в стиле джойстика, которое может получать помощь при прицеливании в консольном стиле
— Исправлено действие «Повернуть»
— Добавлено действие «Сбросить камеру» для использования с элементами управления движением
— Изменена чувствительность мыши, чтобы ползунки регулировки в конфигураторе имеют более полезный диапазон
— Исправить ввод контроллера в Быстрое меню Заказы / Ответ
— Исправлена ошибка, при которой контроллеры не могли пропустить до конца наброска статистики после кампании
СЦЕНАРИЙ И МОДИНГ
— ИЗМЕНЕНИЯ
Запустите mapspawn_addon.nut для всех активных аддонов после запуска базовой версии.
— Запустить scriptedmode_addon.nut и Director_base_addon.nut для всех активных аддонов после запуска базовой версии.
— Поддержка новых переопределений файла населения для режима основной игры. Таким образом, порядок загрузки теперь следующий: «Population.txt», «Population_.txt», «Population_.txt», при этом каждый сценарий может переопределять определения мест из предыдущих файлов.
— Каждый раз при изменении порядка загрузки аддонов и директор, и навигационная сетка немедленно обновляют свои данные о населении.Исправляет кампании, в которых используются неправильные группы населения, и ошибки из-за предварительной подготовки неправильных моделей.
— Func_nav_attribute_region и point_nav_attribute_region удаляют атрибуты, если для ключа появления «remove_attributes» установлено значение true.
— Разрешить сценариям вызывать появление невесты ведьмы, независимо от настройки варианта.
— «InterceptChat» может возвращать false, чтобы предотвратить отправку сообщения другим клиентам.
— Поле «DamageType» в «ScriptAllowDamage» теперь доступно для чтения / записи, поэтому его можно использовать для изменения типа повреждения.
— Исправлена невозможность создания подкаталогов в / left4dead2 / ems
— Новое игровое событие «player_left_safe_area», вызываемое каждый раз, когда первый выживший покидает стартовую зону, независимо от номера карты, перезапусков и т. Д.
— Добавлен идентификатор пользователя нарушившего игрока к игровому событию «triggered_car_alarm».
— Исправлены функции скрипта SetContext и SetContextNum, не распознающие, что нулевое значение длительности означает «навсегда». Чтобы избежать поломки существующих скриптов, теперь параметр «навсегда» равен -1.
— Отслеживайте переменные, установленные из сценария, чтобы их можно было вернуть после завершения сеанса.
— «Полиция» нового пола, может порождать и сбрасывать тонфы, как обычные люди по борьбе с беспорядками, но не имеет защитного снаряжения.
— Добавлено новое ключевое поле «weaponkin» для создателей предметов и оружия, чтобы установить скин создаваемого предмета или оружия. Поддерживается «weapon_item_spawn», «weapon_melee_spawn», «weapon_scavenge_item_spawn».
— Удалены ложные скобки из функций сценария «ToKVString» и «_tostring».
— Director теперь вызывает дополнительную функцию сценария «GetCustomScriptedStageProgress» на этапах FINALE_CUSTOM_SCRIPTED.Функция должна возвращать значение от 0 до 1, чтобы указать процент завершения этапа. Процент завершения по умолчанию передается в качестве параметра.
— Добавлены генераторы оружия и настраиваемые записи для оружия CS.
— НОВЫЕ ФУНКЦИИ
CBaseEntity
GetMaxHealth
SetMaxHealth
GetModelName
SetModel (имя модели)
CBaseAnimating
GetAttachmentBone, Получение именованного идентификатора прикрепления
GetAttachmentBone, получение именованного идентификатора вложения в качестве идентификатора привязки вектора, GetAttachment вложение
rig p, y, r вектор
GetBoneOrigin, получить вектор происхождения идентификатора кости
GetBoneAngles, получить углы идентификатора кости как вектор ap, y, r
LookupActivity, получить индекс активности
LookupBone, получить индекс именованной кости
LookupSequence, поиск вверх последовательность по имени последовательности или имени действия
SetSequence, Установить последовательность по идентификатору
ResetSequence, Сбросить последовательность по идентификатору.Если идентификатор отличается от текущей последовательности, переключиться на новую последовательность
GetSequence, получить текущий идентификатор последовательности
GetSequenceActivityName, получить имя действия для последовательности по идентификатору
GetSequenceName, получить имя последовательности по идентификатору
GetSequenceDuration, получить последовательность продолжительность по идентификатору
GetBodygroup, получить группу тела по идентификатору
GetBodygroupName, получить имя идентификатора группы тела
FindBodygroupByName, найти идентификатор группы тела по имени
GetBodygroupPartName, получить имя группы и часть
nges SetBodygroup
GetModelModelScale масштаб модели во времени
SetPoseParameter, (id, value) Устанавливает значение параметра позы
CBaseFlex
GetCurrentScene, Возвращает экземпляр самого старого активного объекта сцены (если есть).
GetSceneByIndex, возвращает экземпляр объекта сцены по указанному индексу.
PlayScene, воспроизвести указанный файл .vcd.
LookupAttachment
IsSequenceFinished
CTerrorPlayer
DropItem, заставить игрока уронить предмет / оружие
SwitchToItem, заставить игрока переключиться на предмет / оружие
SnapEyeAngles, задать углы обзора
CTerrorPlayer
GetSkin
GiveItemWithSkin
GiveItemWithSkin GetMaxClip2
GetDefaultClip1
GetDefaultClip2
Clip1
Clip2
SetClip1
SetClip2
GiveDefaultAmmo
Reload
CDirector
GetGameModeBase
EntMapName
EntityName
GetGameModeBase
EntMapName 9000or2 возвращает таблицу всех критериев
HasCriterion, (entity, criterioname) — возвращает true, если критерий существует
CBaseTrigger
Отключить
Включить
IsTouching, (entity)
Global
DebugDrawBoxAngles, Нарисовать поле, ориентированное на отладку (цент, мин, max, angles (p, y, r), vRgb, a, duration) 90 002 ClientPrint, распечатать сообщение клиента
PrecacheSound
EmitAmbientSoundOn, воспроизвести именованный окружающий звук на объекте.
StopAmbientSoundOn, Остановить именованный окружающий звук на объекте.
GetSoundDuration, Возвращает продолжительность звука с плавающей запятой. Принимает звуковое имя и необязательное имя модели.
SetFakeClientConVarValue, устанавливает ConVar клиента USERINFO для поддельного клиента
ScreenShake, запускает встряску экрана со следующими параметрами. vecCenter, flAmplitude, flFrequency, flDuration, flRadius, eCommand (SHAKE_START = 0, SHAKE_STOP = 1), bAirShake
ScreenFade, запускает затухание экрана со следующими параметрами.player, красный, зеленый, синий, альфа, flFadeTime, flFadeHold, flags
PrecacheModel
IsModelPrecached
IsSoundPrecached
IsDedicatedServer
GetListenServerHost
HasPlayerControlledZombies
«опция» выжившего «из элемента» выживший «из опаленного объекта.
ShouldPlayBossMusic
— SCRIPT ENTITIES
«script_func_button» — порождает func_button из сценария через экстенты.
«script_clip_vphysics» — имеет такую же структуру, как и другие триггеры на основе скриптов.
«script_nav_attribute_region» — использует экстенты вместо кистей.
— ПРАВИЛА РЕАГИРОВАНИЯ
— Добавлен критерий выжившего «InRescueVehicle», устанавливаемый на 1, когда машина прибыла, а выживший находится внутри.
— Добавлены «NumberOfTeamAlive», «NumberOfTeamIncapacitated» и «NumberOfTeamDead» в набор глобальных критериев правил ответа.
— КЛЮЧИ МИССИИ
— Добавлен ключ миссии «allow_boss_mix» в блок «versus_boss_spawning», чтобы обойти ограничение на наличие танка и ведьмы на первой и последней картах кампании.
— Созданы ключи вариантов для установки другой модели персонажа
HunterVariant
SmokerVariant
BoomerVariant
BoometteVariant
SpitterVariant
JockeyVariant
ChargerVariant
WitchVariant
Team Fortress 2 — графики Steam
Team Fortress 2 — графики Steam 79341
24-часовой пик
117917
небывалый пик
| Месяц | Ср. Игроки | Прирост | % прирост | Пиковое количество игроков |
|---|---|---|---|---|
| Последние 30 дней | 70185,81 | +3242.2 | + 4,84% | 87155 |
| Август 2020 г. | 66943.58 | -2358,31 | -3,40% | 96577 |
| Июль 2020 г. | 69301,89 | 4131,99 | + 6,34% | 89648 |
| Июнь 2020 г. | 65169.91 | -1223,89 | -1,84% | 79946 |
| Май 2020 г. | 66393.80 | -793.33 | -1,18% | 85744 |
| Апрель 2020 | 67187.12 | -791,81 | -1,16% | 88124 |
| Март 2020 г. | 67978.93 | 7869,89 | + 13,09% | 85149 |
| Февраль 2020 г. | 60109.05 | 511,17 | +0.86% | 78393 |
| Январь 2020 | 59597,88 | -2098,02 | -3,40% | 76738 |
| Декабрь 2019 г. | 61695.90 | 11380,00 | + 22,62% | 103481 |
| Ноябрь 2019 | 50315,89 | -1678,04 | -3,23% | 69869 |
| Октябрь 2019 | 51993.93 | 3661,04 | + 7,57% | 73467 |
| Сентябрь 2019 | 48332,88 | 2788.01 | + 6,12% | 64640 |
| Август 2019 г. | 45544,88 | -3994,12 | -8,06% | 64518 |
| Июль 2019 | 49538,99 | 6536.45 | + 15,20% | 93245 |
| Июнь 2019 | 43002,54 | 3925,62 | + 10,05% | 57130 |
| Май 2019 | 39076.92 | -3428,13 | -8,07% | 54127 |
| Апрель 2019 | 42505,05 | -3434,96 | -7.48% | 60330 |
| Март 2019 г. | 45940.01 | -1767,58 | -3,71% | 63379 |
| Февраль 2019 г. | 47707,59 | -2803,70 | -5,55% | 65290 |
| Январь 2019 | 50511.29 | -81,11 | -0,16% | 66649 |
| Декабрь 2018 г. | 50592.40 | -2491,76 | -4,69% | 116141 |
| Ноябрь 2018 г. | 53084,17 | 4317.94 | + 8,85% | 93560 |
| Октябрь 2018 г. | 48766.22 | 7764.10 | + 18,94% | 97329 |
| Сентябрь 2018 г. | 41002.12 | -2630.22 | -6,03% | 58152 |
| Август 2018 г. | 43632,35 | -2517,02 | -5,45% | 57772 |
| Июль 2018 г. | 46149,36 | 1941,94 | + 4,39% | 59658 |
| Июнь 2018 г. | 44207,43 | 5360,40 | +13.80% | 57752 |
| Май 2018 | 38847.02 | -333,43 | -0,85% | 56049 |
| Апрель 2018 г. | 39180,46 | 2398,58 | + 6,52% | 58292 |
| Март 2018 г. | 36781,88 | -933,23 | -2,47% | 57366 |
| Февраль 2018 г. | 37715.11 | -15716,99 | -29,41% | 69198 |
| Январь 2018 | 53432.10 | 1615,99 | + 3,12% | 72845 |
| Декабрь 2017 г. | 51816.11 | -453,98 | -0,87% | 71122 |
| Ноябрь 2017 г. | 52270.09 | -2693.20 | -4,90% | 84022 |
| Октябрь 2017 г. | 54963.29 | 3978,11 | + 7.80% | 97248 |
| Сентябрь 2017 г. | 50985.18 | -2007,30 | -3,79% | 73411 |
| Август 2017 г. | 52992,48 | 1131.07 | +2.18% | 69172 |
| Июль 2017 г. | 51861.41 | -546,65 | -1,04% | 66951 |
| Июнь 2017 г. | 52408.06 | 2282,05 | + 4,55% | 69895 |
| Май 2017 г. | 50126.01 | -1607,51 | -3,11% | 73188 |
| Апрель 2017 г. | 51733.52 | 2250,33 | + 4,55% | 72616 |
| Март 2017 г. | 49483,19 | -2304,17 | -4,45% | 74656 |
| Февраль 2017 г. | 51787.36 | -648,82 | -1,24% | 77381 |
| Январь 2017 г. | 52436.19 | 2295.43 | + 4,58% | 77405 |
| Декабрь 2016 г. | 50140,76 | 3236,52 | + 6,90% | 71438 |
| Ноябрь 2016 | 46904,24 | 994,17 | + 2,17% | 77056 |
| Октябрь 2016 | 45910.06 | -2631,15 | -5.42% | 81153 |
| Сентябрь 2016 | 48541.21 | -5201,28 | -9,68% | 74797 |
| Август 2016 г. | 53742,49 | -716,86 | -1,32% | 72111 |
| Июль 2016 | 54459,35 | 3096,62 | + 6,03% | 72643 |
| Июнь 2016 г. | 51362.73 | 1558.32 | + 3,13% | 72453 |
| Май 2016 | 49804,41 | -1630,34 | -3,17% | 77972 |
| Апрель 2016 г. | 51434,75 | -1319,62 | -2,50% | 81206 |
| Март 2016 г. | 52754,37 | -110.34 | -0,21% | 83425 |
| Февраль 2016 г. | 52864,72 | 101,19 | + 0,19% | 83544 |
| Январь 2016 | 52763,52 | -209,42 | -0,40% | 80583 |